
語言
 阿拉伯語
阿拉伯語
 俄語
俄語
 葡萄牙語
葡萄牙語
 日語
日語
 西班牙語
西班牙語
送料(liào)機與壓力機工作周期重疊協調控製(一)
Feb 15, 2022
王桂龍,王征(zhēng),伊延吉
( 長春工程(chéng)學院機電工程學院,吉林長春 130012)
摘要: 為了提高衝壓加工生產效率,改進壓力機(jī)與送料機之間靜態配合的局限性,提出一種壓(yā)力機與送料機工作周期相互重疊協調控製的解決方案。
多工位傳遞模送料機的水平軸和垂直軸均采用伺服電機驅動,並采用基於 PC 的控(kòng)製器實現送料機的多軸運動控製; 在送料機和壓力機之間采用 EtherCAT 總線進行通(tōng)信,並在兩者(zhě)之間進(jìn)行協(xié)調控製實現工(gōng)作周期的重疊; 構(gòu)建(jiàn)實驗裝置進行協調控製實驗。
實驗結果表明(míng): 與(yǔ)靜態配(pèi)合相比,采(cǎi)用工作周期重疊協調(diào)控製後,單個送料衝壓(yā)工作周期從 6. 23 s 縮短到 5. 76 s,生產效(xiào)率提高了 8. 2%。關鍵(jiàn)詞: 壓力機; 送料機; 協調(diào)控製
中圖分類號: TG305 文獻標誌碼: B 文章編號: 1001-3881 ( 2018) 20-178-3
前言
為壓力機配備送料機可有效提高衝壓加工的生(shēng)產效率,降(jiàng)低人工(gōng)成本,減少安全隱患[1]。由於壓力機與送料機一般由不同的製造廠商開發,在控(kòng)製硬件、程序(xù)軟件以及接口信息(xī)等方麵存在較大差異,難以實現各種信息的深(shēn)度交互
壓力機(jī)的衝壓運動與(yǔ)送料機的送料運動一般都是非重疊地(dì)獨立完成,協調關係采用互鎖控製的靜態配(pèi)合方(fāng)式,即在壓力機完(wán)全開模後,送料機才啟動送料,在送料機完全退出後,壓力(lì)機 才(cái) 啟 動 壓(yā) 製, 相(xiàng)互之間存在等待時間過(guò)長問題[2-3]。
提高帶送料機的壓力機衝壓加工生產效率最直接的途(tú)徑有兩(liǎng)種: 一(yī)是盡量提高(gāo)壓(yā)力機在單個工作周期的衝(chōng)壓速度; 二是盡量提高送料機在單個工作周期的(de)送料速度。但前者受壓力機工作性能或衝壓材料塑性極限的限製,後者也(yě)受到取送料可靠性和運行穩定性的影(yǐng)響[4-6]。
為了克服靜態配合送料的局(jú)限(xiàn)性,人們(men)開始嚐試動態配合送料方式,例如,周玉(yù)林等[7]提出 “時間(jiān)等分一動作匹配”法,按時間均分(fèn)壓力機(jī)與機器人動作; 王明等人(rén)[8]通過檢測送料機器人與壓力機之間的距離決定動作時間。
文中在對送料機的機械結(jié)構、送料運動以及壓力機(jī)的模具高度以及衝壓運動進行(háng)分析的基礎上,采取送(sòng)料機與壓力機工作周期重疊協調(diào)控製方案(àn),對機械結(jié)構、送料運動(dòng)和控製硬件等進行改進,在保證安全運行的(de)前提下(xià),實現兩者之間(jiān)的動態配合送料,以縮短(duǎn)整體(tǐ)工作周期,提高生產效率。
1 機械(xiè)係統
1. 1 送料機的(de)機械結構
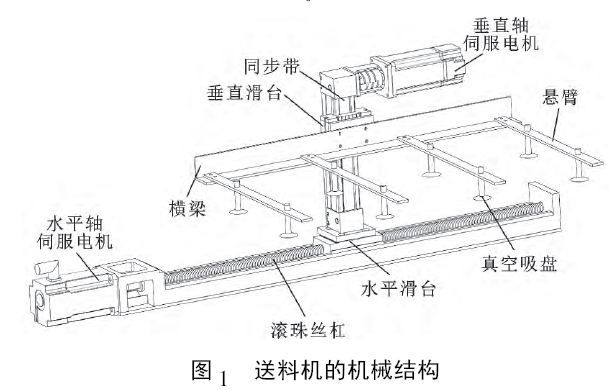
圖 1 所示為送料(liào)機的機械結構圖(tú),主要包括水平定位軸、垂直定位軸以(yǐ)及端拾取裝置。其中水平定位軸的傳動(dòng)鏈(liàn)由水平軸伺服電機、聯軸器、滾珠(zhū)絲杠和水(shuǐ)平滑台組成; 垂直定位軸由垂直軸伺服電機、聯(lián)軸器、同步(bù)帶和垂直滑台組成; 端拾裝置由橫(héng)梁、4 根懸臂以(yǐ)及 8 個真空吸盤組(zǔ)成。
垂直軸固定(dìng)安裝(zhuāng)在水平滑台上,端拾(shí)裝置固定安裝在垂直滑台上(shàng),通(tōng)過對水平軸和垂直軸(zhóu)的協同控製可實現端拾(shí)裝置(zhì)在二維垂直平麵內(nèi)的任意位置控製。
1. 2 送料機的送料運動
圖 2 所示為送料(liào)機的(de)送(sòng)料運動與壓力(lì)機的衝壓(yā)運動示意圖。圖中,凹(āo)模 A、B 和 C 安裝在上模板上,對應的凸模安裝在下模(mó)板上,下模板固定在壓力機工作台上(shàng),上(shàng)模板固定在(zài)壓力機滑塊上,受主(zhǔ)電機驅動並與送料機配合作如箭頭(tóu) ( 1) 所(suǒ)示的下行壓製運動和如箭頭 ( 2) 所示的上行開模運動(dòng)。
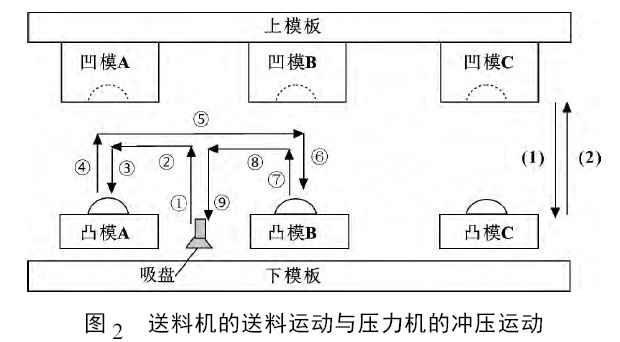
送料機的送料運動步驟: ①垂直軸帶動橫梁從隱埋點上行到送料高度; ②水(shuǐ)平(píng)軸帶動吸盤到凸模 A 位置; ③垂(chuí)直軸帶動橫梁下行取料; ④垂直軸帶動橫梁返回到送料高度; ⑤水平軸帶動吸盤到凸模 B 位置; ⑥垂直軸帶動橫梁下行放料; ⑦垂直軸帶動橫(héng)梁返回(huí)到送料高度; ⑧水平軸帶動(dòng)橫梁回到隱埋點(diǎn)上方; ⑨垂直軸帶動橫梁下降到隱(yǐn)埋點。
1. 3 工作周期重疊協(xié)調配合送料方式
傳(chuán)統的(de)靜態配合送料方式: 當壓力機上模上行到(dào)上死點後,送料(liào)機(jī)執行(háng)步驟如①—⑨所示的送(sòng)料運動,當送料機完(wán)成第⑨送料動作(zuò)後,壓力機才執行(háng)下行壓製動作,壓力機與送料(liào)機完全獨立各自完成工作周期,未能壓縮在非幹涉區域的等待時間。
工作周期重(chóng)疊協調配合(hé)送料方式的送料過程如圖 3 所示。圖中 T1為(wéi)壓力機衝壓(yā)周期,T2為送料機送料周期,t1為壓力機返回到上死點之(zhī)前、送(sòng)料機在非(fēi)幹涉區域開始(shǐ)離開隱埋點而與衝壓運動重疊的時間,t2 為送料機返回到隱埋點之前、壓力機在非幹涉(shè)區域開始離開上(shàng)死點而與(yǔ)送料運動重疊的時間。
對整個送料-衝壓運動而言,完整工作周期(qī)可縮短(duǎn) s,生產效率(lǜ)可提(tí)高 e,分別如式 ( 1) 和式 ( 2) 所示。
來源(yuán):網絡 侵刪
免責聲明:本文援引自(zì)網絡或其他(tā)媒體,與(yǔ)揚鍛官網無關。其原創性以及文中陳述文字和內容未(wèi)經本站證實,對(duì)本文以及其中全部或者部分內容、文字的真實性、完整性、及時性本站不(bú)作任何保證或承諾,請讀者僅作(zuò)參考,並請自行核實相關內容。


相關新聞

October 26, 2016
The Most Successful Engineering Contractor

Dec 25, 2025
0.3mm 超薄均熱板背後:揚鍛精密衝壓技術(shù)突破五(wǔ)大難點,賦(fù)能高端散熱
.jpg?x-oss-process=image/resize,w_100/quality,q_100)


聯係方式
Product Information
Quantity
Unit
Piece
Support order samples, customization, wholesale direct, and complete payment. If the product you look for does not have corresponding customized content, pls fill out the form below to contact us, and we will reply ASAP.
關於防範假冒“揚州鍛(duàn)壓(yā)”機床產品的嚴正聲明
近期,我公司發現市場上(shàng)存在不法商家(jiā)仿冒、假(jiǎ)冒我司“ ”“
”“ ”品牌機床進行銷售(shòu)的行為(wéi)(含二手機床交易市場)。這些假冒產品(pǐn)不僅在質量上無法與我司正規產(chǎn)品相(xiàng)提並(bìng)論(lùn),更可(kě)能因技術缺陷和安全隱患給用戶的生產作業帶來極大風(fēng)險,嚴重損害了客戶的合法(fǎ)權益及我司的品牌形象
”品牌機床進行銷售(shòu)的行為(wéi)(含二手機床交易市場)。這些假冒產品(pǐn)不僅在質量上無法與我司正規產(chǎn)品相(xiàng)提並(bìng)論(lùn),更可(kě)能因技術缺陷和安全隱患給用戶的生產作業帶來極大風(fēng)險,嚴重損害了客戶的合法(fǎ)權益及我司的品牌形象